తారాగణం ఇనుప కుండ 2% కంటే ఎక్కువ కార్బన్ కంటెంట్తో ఇనుము మరియు కార్బన్ మిశ్రమంతో తయారు చేయబడింది.ఇది బూడిద ఇనుమును కరిగించి, మోడల్ను తారాగణం చేయడం ద్వారా తయారు చేయబడింది.కాస్ట్ ఇనుప కుండలో ఏకరీతి వేడి చేయడం, తక్కువ నూనె పొగ, తక్కువ శక్తి వినియోగం, పూత ఆరోగ్యకరం కాదు, ఫిజికల్ నాన్-స్టిక్ చేయవచ్చు, డిష్ రంగు మరియు రుచి మెరుగ్గా ఉంటుంది. కాస్ట్ ఇనుప కుండలు చాలా మన్నికైన ప్రయోజనాలను కలిగి ఉంటాయి.వాటిని సాధారణంగా ఇంటి వంటలలో ఉపయోగిస్తే, వాటిని పది లేదా దశాబ్దాల కంటే ఎక్కువ కాలం పాటు ఉపయోగించవచ్చు.వాటిని కుటుంబ వారసత్వ సంపదగా ఉపయోగించవచ్చు.
కుండ విషయానికి వస్తే, మీరు ఉడికించగలరా లేదా అని అందరికీ కుండ గురించి తెలుసు, కానీ కుండ రకం మరియు ఉత్పత్తి ప్రక్రియ విషయానికి వస్తే, మీకు దాని గురించి తెలియకపోవచ్చు.ఈ రోజు, నేను మీకు తారాగణం ఇనుప కుండల ఉత్పత్తి ప్రక్రియ గురించి సంక్షిప్త పరిచయం ఇస్తాను.
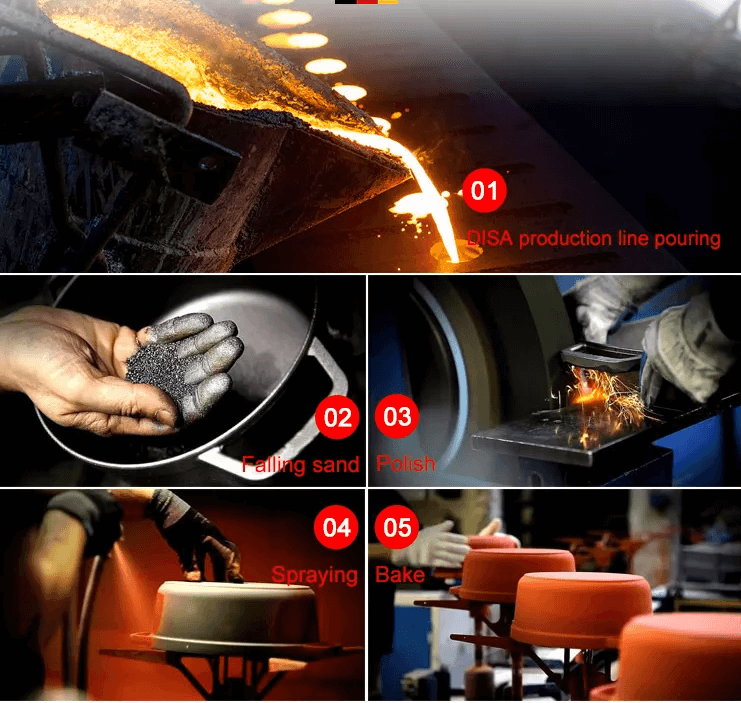
కాస్ట్ ఇనుప కుండ యొక్క ఉత్పత్తి ప్రక్రియ ప్రధాన దశలను కలిగి ఉంటుందిఇసుక అచ్చును తయారు చేయడం, ఇనుప నీటిని కరిగించడం, పోయడం, శీతలీకరణ అచ్చు, ఇసుక పాలిషింగ్ మరియు చల్లడం.
ఇసుక అచ్చులను తయారు చేయడం: ఇది తారాగణం కాబట్టి, మీరు అచ్చులను అవసరం.అచ్చు ఉక్కు అచ్చు మరియు ఇసుక అచ్చుగా విభజించబడింది.డిజైన్ డ్రాయింగ్లు లేదా నమూనాల ప్రకారం ఉక్కు అచ్చు ఉక్కుతో తయారు చేయబడింది.ఇది తల్లి అచ్చు.ఇసుక అచ్చు ఉత్పత్తి అనేది పరికరాలతో పూర్తిగా మాన్యువల్ లేదా ఆటోమేటిక్ ఉత్పత్తి (డి ఇసుక లైన్ అని పిలుస్తారు).ముందు, మరింత మాన్యువల్ ఉత్పత్తి ఉన్నాయి, కానీ ఇప్పుడు వారు క్రమంగా పరికరాలు ఉత్పత్తి ఉపయోగించడానికి మొదలు.మొదట, సామర్థ్యం బాగా మెరుగుపడింది, నాణ్యత మరింత స్థిరంగా ఉంటుంది మరియు కార్మిక వ్యయం మరింత ఖరీదైనది.ఒక నైపుణ్యం కలిగిన కార్మికుడు రోజుకు ఒకటి లేదా రెండు వందల ఇసుక అచ్చులను మాత్రమే తయారు చేయగలడు, అయితే పరికరాలు రోజుకు వేలల్లో తయారు చేయగలవు, సామర్థ్య వ్యత్యాసం చాలా స్పష్టంగా ఉంటుంది.
https://www.debiencookware.com/
డి ఇసుక లైన్ డెన్మార్క్లోని డి ఇసుక కాంపోటీచే రూపొందించబడింది మరియు దేశీయ ఉత్పత్తికి అధికారం ఉంది.పరికరాల పూర్తి సెట్ విలువ పదివేల యువాన్లు.ఈ స్వయంచాలక ఉత్పత్తి పరికరాన్ని ఉపయోగించే అన్ని కంపోటీలు కొంచెం పెద్దవిగా ఉంటాయి.కానీ డి ఇసుక లైన్ సార్వత్రికమైనది కాదు, కొన్ని సంక్లిష్టమైన కుండ రకం లేదా లోతైన కుండ, డి ఇసుక లైన్ సాధించడం సాధ్యం కాదు, లేదా మాన్యువల్ అవసరం, ఈ రెండు పాయింట్లు కూడా మాన్యువల్ పూర్తిగా తొలగించబడకపోవడానికి కారణం.మాన్యువల్ ఉత్పత్తి మాన్యువల్గా ఉక్కు అచ్చులో ఇసుకతో నింపబడి, నొక్కడం ద్వారా, ఇసుకను గట్టిగా కలిపి కుండ ఆకారాన్ని ఏర్పరుస్తుంది.ఈ ప్రక్రియ కార్మికుల నైపుణ్యాలను పరీక్షిస్తుంది: ఇసుక యొక్క తేమ సముచితమైనదా లేదా, మరియు ఒత్తిడి గట్టిగా ఉందా లేదా, కుండ యొక్క ఆకృతి మరియు నాణ్యతను ప్రభావితం చేస్తుంది.
కరిగిన ఇనుము నీటి: తారాగణం ఇనుప కుండలు సాధారణంగా బూడిద తారాగణం ఇనుమును ఉపయోగిస్తాయి, పొడవైన రొట్టె ఆకారంలో, బ్రెడ్ ఇనుము అని కూడా పిలుస్తారు, కార్బన్ మరియు సిలికాన్ యొక్క కంటెంట్ ప్రకారం, వివిధ నమూనాలు మరియు పనితీరు ఉన్నాయి.ఇనుమును 1250℃ కంటే ఎక్కువ హీటింగ్ ఫర్నేస్లో వేడి చేసి కరిగిన ఇనుముగా కరిగించబడుతుంది.ఐరన్ మెల్టింగ్ అనేది అధిక శక్తి వినియోగ ప్రక్రియ.గతంలో, ఇది బొగ్గును కాల్చడం ద్వారా.ఇటీవలి సంవత్సరాలలో, తీవ్రమైన పర్యావరణ తనిఖీ కారణంగా, పెద్ద కర్మాగారాలు ప్రాథమికంగా విద్యుత్ తాపనానికి మారాయి.కరిగిన ఇనుము ఇసుక అచ్చు కంటే అదే సమయంలో లేదా కొంచెం ముందుగా కరిగిపోతుంది.
కరిగిన ఇనుము తారాగణం: కరిగిన ఇనుము ఇసుక అచ్చులో పోయడానికి పరికరాలు లేదా కార్మికులు ద్వారా ఇసుక అచ్చుకు బదిలీ చేయబడుతుంది.కరిగిన ఇనుము యొక్క తారాగణం పెద్ద విదేశీ మరియు దేశీయ కంపోటీలలోని యంత్రాల ద్వారా మరియు చిన్న కాంపోటీలలో కార్మికులచే పూర్తి చేయబడుతుంది.కార్మికులు గరిటెలాంటి వస్తువును ఉపయోగిస్తారు, ముందుగా కరిగిన ఇనుము యొక్క పెద్ద బకెట్ను చిన్న గరిటెలో పోస్తారు, ఆపై గరిటె నుండి ఇసుక అచ్చులో ఒక్కొక్కటిగా వేస్తారు.
శీతలీకరణ అచ్చు: కరిగిన ఇనుము తారాగణం మరియు ఏర్పడటానికి 20 నిమిషాలు సహజంగా చల్లబరుస్తుంది.ఈ ప్రక్రియ కరిగిన ఇనుమును కరిగించి కొత్త ఇసుక అచ్చు కోసం వేచి ఉంటుంది.
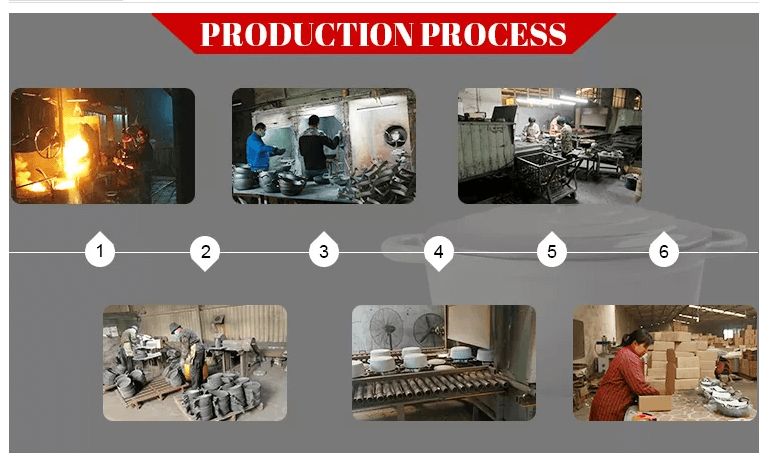
తొలగించుingఇసుక అచ్చు మరియు గ్రౌండింగ్: వేడి మెటల్ చల్లబరుస్తుంది మరియు ఏర్పడటానికి వేచి ఉండండి, కన్వేయర్ బెల్ట్ ఇసుక అచ్చు ద్వారా ఇసుక పరికరాలను నమోదు చేయండి, కంపనం మరియు మాన్యువల్ ప్రాసెసింగ్ ద్వారా ఇసుక మరియు అదనపు స్క్రాప్లను తొలగించండి మరియు ఒక ఉన్ని రిటర్న్ పాట్ ప్రాథమికంగా ఏర్పడుతుంది.ఖాళీ కుండ దాని ఉపరితలంపై ఇసుకను పూర్తిగా తొలగించి సాపేక్షంగా నునుపైన మరియు మృదువుగా చేయడానికి మరియు అంచు యొక్క కఠినమైన అంచుని మరియు సులభంగా లేని స్థలాన్ని తొలగించడానికి, కఠినమైన గ్రౌండింగ్, ఫైన్ గ్రైండింగ్, మాన్యువల్ గ్రౌండింగ్ మరియు ఇతర దశల ద్వారా వెళ్లాలి. మాన్యువల్ గ్రౌండింగ్ ద్వారా పాలిష్ చేయడానికి.మాన్యువల్ గ్రౌండింగ్ కార్మికులకు అధిక సాంకేతిక అవసరాలు కలిగి ఉంది, మరియు ఈ రకమైన పని మొత్తం ప్రక్రియలో అత్యధిక వేతనం కూడా.
స్ప్రేయింగ్ మరియు బేకింగ్: పాలిష్ చేసిన కుండ చల్లడం మరియు బేకింగ్ ప్రక్రియలోకి ప్రవేశిస్తుంది.కార్మికులు కుండ ఉపరితలంపై కూరగాయల నూనె (తినదగిన కూరగాయల నూనె) పొరను పిచికారీ చేసి, ఆపై కొన్ని నిమిషాలు కాల్చడానికి కన్వేయర్ బెల్ట్ ద్వారా ఓవెన్లోకి ప్రవేశిస్తారు మరియు ఒక కుండ ఏర్పడుతుంది.తారాగణం ఇనుప కుండ యొక్క ఉపరితలంపై రొట్టెలు వేయడానికి కూరగాయల నూనెతో స్ప్రే చేయబడుతుంది, తద్వారా ఇనుప రంద్రాలలోకి గ్రీజు పోతుంది, ఉపరితలంపై నల్లటి తుప్పు-నిరోధక, నాన్-స్టిక్ ఆయిల్ ఫిల్మ్ను ఏర్పరుస్తుంది.ఆయిల్ ఫిల్మ్ యొక్క ఈ పొర యొక్క ఉపరితలం పూత కాదు, ఉపయోగం ప్రక్రియలో కూడా నిర్వహించాల్సిన అవసరం ఉంది, సరిగ్గా ఉపయోగించిన తారాగణం ఇనుప కుండ కర్ర కాదు.అదనంగా, ఎనామెల్ పాట్ స్ప్రేయింగ్ ప్రక్రియకు ముందు తారాగణం ఇనుప కుండ వలె ఉంటుంది, కూరగాయల నూనెకు బదులుగా, ఎనామెల్ గ్లేజ్ చల్లడం ప్రక్రియలో స్ప్రే చేయబడుతుంది.ఎనామెల్ గ్లేజ్ రెండు లేదా మూడు సార్లు స్ప్రే అవసరం, ప్రతిసారీ అది 800 డిగ్రీల అధిక ఉష్ణోగ్రత వద్ద కాల్చిన అవసరం, మరియు చివరకు రంగుల ఎనామెల్ కుండ ఏర్పడుతుంది.అప్పుడు దాన్ని తనిఖీ చేసి, ప్యాకేజీ చేయడానికి సమయం ఆసన్నమైంది మరియు ఒక కుండ తయారు చేయబడింది.
ఈ వ్యాసం కేవలం ఒక సాధారణ వివరణ మాత్రమే, ఈ వ్యాసంలో వివరించిన దానికంటే వాస్తవ ఉత్పత్తి చాలా క్లిష్టంగా ఉంటుంది.తారాగణం ఇనుప కుండ యొక్క మొత్తం ఉత్పత్తి ప్రక్రియ చాలా సరళంగా కనిపిస్తుంది మరియు మీరు నిజంగా ఉత్పత్తి ప్రక్రియను ప్రారంభించినప్పుడు మీకు ఇబ్బందులు తెలుస్తాయి.
పోస్ట్ సమయం: జనవరి-10-2023



