වාත්තු යකඩ බඳුන 2% ට වඩා වැඩි කාබන් අන්තර්ගතයක් සහිත යකඩ සහ කාබන් මිශ්ර ලෝහ වලින් සාදා ඇත.එය අළු යකඩ උණු කිරීම සහ ආකෘතිය වාත්තු කිරීම මගින් සාදා ඇත.වාත්තු යකඩ බඳුනට ඒකාකාර උණුසුම, අඩු තෙල් දුම, අඩු බලශක්ති පරිභෝජනය, කිසිදු ආලේපනයක් සෞඛ්ය සම්පන්න නොවේ, භෞතිකව නොඇලෙන්න, පිඟානේ වර්ණය හා රසය වඩා හොඳ කළ හැකිය. වාත්තු යකඩ භාජනවල වාසි ඉතා කල් පවතින බව ය.ඔවුන් සාමාන්යයෙන් නිවසේ ආහාර පිසීමේදී භාවිතා කරන්නේ නම්, ඒවා දහයකට හෝ දශකයකට වඩා වැඩි කාලයක් භාවිතා කළ හැකිය.ඔවුන් පවුලේ උරුමයන් ලෙස භාවිතා කළ හැකිය.
මුට්ටිය ගැන කතා කරන විට, ඔබට උයන්න පුළුවන් වුවත් නැතත්, බඳුන ගැන සෑම කෙනෙකුටම හුරුපුරුදුය, නමුත් බඳුනේ වර්ගය සහ නිෂ්පාදන ක්රියාවලිය සම්බන්ධයෙන් ගත් කල, ඔබට එය හුරුපුරුදු නොවිය හැකිය.අද, මම ඔබට වාත්තු යකඩ භාජන නිෂ්පාදන ක්රියාවලිය පිළිබඳ කෙටි හැඳින්වීමක් ලබා දෙන්නෙමි.
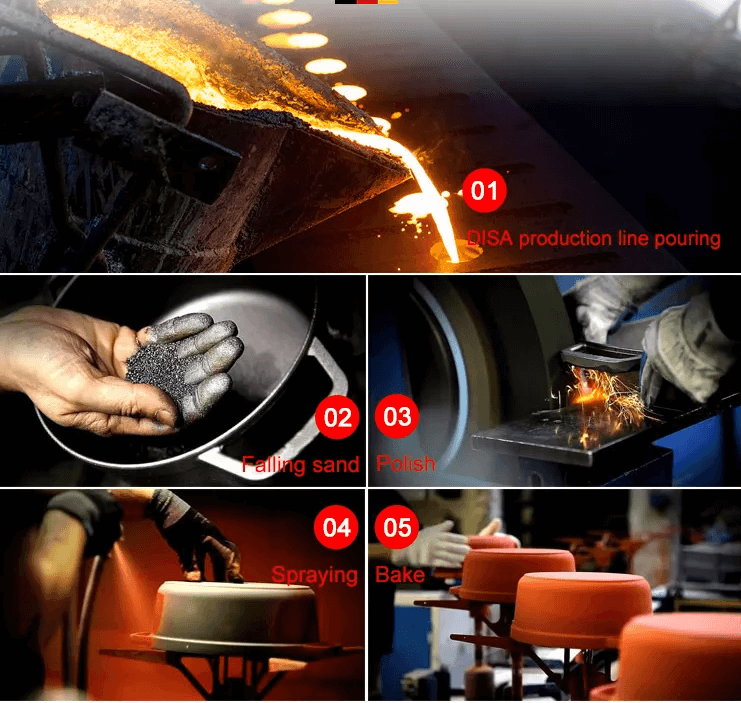
වාත්තු යකඩ බඳුනේ නිෂ්පාදන ක්රියාවලිය ප්රධාන පියවර ඇතුළත් වේවැලි අච්චුව සෑදීම, යකඩ ජලය උණු කිරීම, වත් කිරීම, සිසිලන වාත්තු කිරීම, වැලි ඔප දැමීම සහ ඉසීම.
වැලි අච්චු සෑදීම: එය වාත්තු කර ඇති බැවින්, ඔබට අච්චු අවශ්ය වේ.අච්චුව වානේ අච්චු සහ වැලි අච්චු ලෙස බෙදී ඇත.මෝස්තර ඇඳීම් හෝ සාම්පල අනුව වානේ අච්චුව වානේ වලින් සාදා ඇත.එය මව් පුස් ය.වැලි අච්චු නිෂ්පාදනය සම්පූර්ණයෙන්ම අතින් හෝ උපකරණ සමඟ ස්වයංක්රීයව නිෂ්පාදනය කළ හැකිය (Di වැලි රේඛාව ලෙස හැඳින්වේ).මීට පෙර, අතින් නිෂ්පාදනය වැඩි විය, නමුත් දැන් ඔවුන් ක්රමයෙන් උපකරණ නිෂ්පාදනය භාවිතා කිරීමට පටන් ගනියි.පළමුව, කාර්යක්ෂමතාව බෙහෙවින් වැඩි දියුණු කර ඇති අතර, ගුණාත්මකභාවය වඩා ස්ථායී වන අතර, ශ්රම පිරිවැය වැඩි වැඩියෙන් මිල අධික වේ.දක්ෂ සේවකයෙකුට දිනකට වැලි අච්චු එකක් හෝ දෙසියයක් පමණක් සෑදිය හැකි අතර, උපකරණ මගින් දිනකට දහස් ගණනක් සෑදිය හැකි අතර, කාර්යක්ෂමතාවයේ වෙනස ඉතා පැහැදිලිය.
https://www.debiencookware.com/
ඩී වැලි රේඛාව ඩෙන්මාර්කයේ ඩී වැලි කොම්පෝටි විසින් නිර්මාණය කර ඇති අතර දේශීය නිෂ්පාදනය සඳහා අවසර ලබා දී ඇත.සම්පූර්ණ උපකරණ කට්ටලයක් යුවාන් දස දහස් ගණනක් වටී.මෙම ස්වයංක්රීය නිෂ්පාදන උපකරණ භාවිතා කරන සියලුම කොටස් තරමක් විශාලයි.නමුත් ඩී වැලි රේඛාව විශ්වීය නොවේ, සමහර සංකීර්ණ භාජන වර්ගයක් හෝ ගැඹුරු බඳුනක්, Di වැලි රේඛාවක් ලබා ගත නොහැක, නැතහොත් අත්පොත අවශ්ය වේ, මෙම කරුණු දෙක ද අත්පොත සම්පූර්ණයෙන්ම ඉවත් නොකිරීමට හේතුවයි.අතින් නිෂ්පාදනය වානේ අච්චුව තුළ වැලි අතින් පුරවා ඇත, එබීමෙන්, එම වැලි බඳුනේ හැඩය සෑදීමට තදින් ඒකාබද්ධ වේ.මෙම ක්රියාවලිය කම්කරුවන්ගේ නිපුණතා පරීක්ෂා කරයි: වැලි වල ආර්ද්රතාවය සුදුසුද නැද්ද යන්න සහ පීඩනය තදින් හෝ නොතිබීම, බඳුනේ හැඩය සහ ගුණාත්මකභාවය කෙරෙහි බලපායි.
උණු කළ යකඩ ජල: වාත්තු යකඩ භාජන සාමාන්යයෙන් අළු වාත්තු යකඩ භාවිතා කරයි, දිගු පාන් වල හැඩය, පාන් යකඩ ලෙසද හැඳින්වේ, කාබන් සහ සිලිකන් වල අන්තර්ගතය අනුව විවිධ මාදිලි සහ ක්රියාකාරීත්වය ඇත.යකඩ උණු කරන ලද යකඩ බවට උණු කිරීම සඳහා උනුසුම් උඳුනක 1250℃ ට වඩා රත් කරනු ලැබේ.යකඩ උණු කිරීම අධික බලශක්ති පරිභෝජනයේ ක්රියාවලියකි.අතීතයේ එය ගිනි අඟුරු හරහා සිදු විය.මෑත වසරවලදී, බරපතල පාරිසරික පරීක්ෂණය හේතුවෙන් විශාල කර්මාන්තශාලා මූලික වශයෙන් විදුලි උණුසුම වෙත මාරු වී ඇත.උණු කළ යකඩ වැලි අච්චුව මෙන් ම හෝ ඊට මඳක් කලින් උණු වී ඇත.
උණු කළ යකඩ වාත්තු කිරීම: උණු කළ යකඩ වැලි අච්චුවට වත් කිරීම සඳහා උපකරණ හෝ කම්කරුවන් විසින් වැලි අච්චුව වෙත මාරු කරනු ලැබේ.උණු කළ යකඩ වාත්තු කිරීම විශාල විදේශීය හා දේශීය කොටස්වල යන්ත්ර මගින් සහ කුඩා කොටස්වල කම්කරුවන් විසින් සම්පූර්ණ කරනු ලැබේ.කම්කරුවන් ලෑල්ලක් වැනි දෙයක් භාවිතා කරයි, මුලින්ම උණු කළ යකඩ විශාල බාල්දිය කුඩා ලෑල්ලට වත්, පසුව ලෑල්ලෙන් වැලි අච්චුවකට එකින් එක වත් කරයි.
සිසිලන වාත්තු කිරීම: උණු කළ යකඩ වාත්තු කර විනාඩි 20 ක් ස්වභාවිකව සිසිල් වීමට ඉඩ සලසයි.මෙම ක්රියාවලිය උණු කළ යකඩ උණු කිරීම සහ නව වැලි අච්චුවක් බලා සිටීම දිගටම කරගෙන යයි.
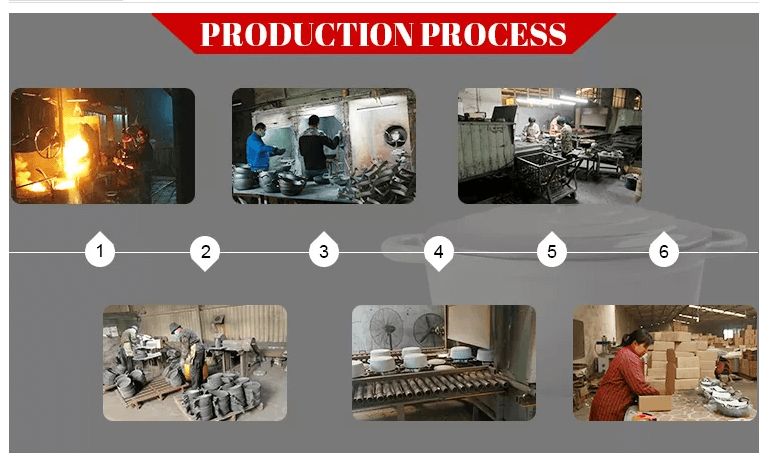
ඉවත් කරන්නingවැලි අච්චුව සහ ඇඹරීම: උණුසුම් ලෝහය සිසිලනය වන තෙක් බලා සිටින්න, වාහක පටි වැලි අච්චුව හරහා වැලි දැමීමේ උපකරණ ඇතුල් කරන්න, කම්පනය සහ අතින් සැකසීම හරහා වැලි සහ අතිරික්ත කුණු ඉවත් කරන්න, සහ ලොම් ආපසු බඳුනක් මූලික වශයෙන් පිහිටුවා ඇත.හිස් භාජනය රළු ඇඹරීම, සියුම් ඇඹරීම, අතින් ඇඹරීම සහ අනෙකුත් පියවර හරහා ගමන් කළ යුතු අතර, එහි මතුපිට ඇති වැලි සම්පූර්ණයෙන්ම ඉවත් කර සාපේක්ෂව සිනිඳු හා සිනිඳු ලෙස ඔප දැමීම සහ දාරයේ රළු දාරය සහ පහසු නොවන ස්ථානය ඉවත් කිරීම. අතින් ඇඹරීම මගින් ඔප දැමීමට.අතින් ඇඹරීම කම්කරුවන් සඳහා ඉහළ තාක්ෂණික අවශ්යතා ඇති අතර, මෙම වර්ගයේ වැඩ සමස්ත ක්රියාවලියේ ඉහළම වැටුප ද වේ.
ඉසීම සහ පිළිස්සීම: ඔප දැමූ බඳුන ඉසීම සහ ෙබ්කිං ක්රියාවලියට ඇතුල් වේ.කම්කරුවන් බඳුනේ මතුපිට එළවළු තෙල් (ආහාරයට ගත හැකි එළවළු තෙල්) ස්ථරයක් ඉසින අතර, පසුව විනාඩි කිහිපයක් පිළිස්සීම සඳහා වාහක පටිය හරහා උඳුන තුලට ඇතුල් වන අතර, බඳුනක් සාදනු ලැබේ.යකඩ සිදුරුවලට ග්රීස් කාන්දු වීම සඳහා වාත්තු යකඩ බඳුනේ මතුපිට එළවළු තෙල් සමඟ ඉසිනු ලැබේ, එමඟින් කළු මලකඩ-ප්රතිරෝධී, මතුපිට නොඇලෙන තෙල් පටලයක් සාදයි.තෙල් චිත්රපටයේ මෙම ස්ථරයේ මතුපිට ආලේපනය නොවේ, භාවිතයේ ක්රියාවලියේදී ද නඩත්තු කිරීම අවශ්ය වේ, නිසි ලෙස භාවිතා කරන ලද වාත්තු යකඩ බඳුනට ඇලවිය නොහැක.ඊට අමතරව, එනමල් බඳුන ඉසින ක්රියාවලියට පෙර වාත්තු යකඩ බඳුනට සමාන වේ, එළවළු තෙල් වෙනුවට, එනමල් ග්ලැසියර ඉසින ක්රියාවලියේදී ඉසිනු ලැබේ.එනමල් ග්ලැසියර දෙවරක් හෝ තුන් වතාවක් ඉසිය යුතු අතර, සෑම අවස්ථාවකදීම එය අංශක 800 ක ඉහළ උෂ්ණත්වයකදී පුළුස්සා දැමිය යුතු අතර අවසානයේ වර්ණවත් එනමල් බඳුන සෑදී ඇත.එවිට එය පරීක්ෂා කර එය ඇසුරුම් කිරීමට කාලයයි, සහ බඳුනක් සාදා ඇත.
මෙම ලිපිය සරල විස්තරයක් පමණි, සත්ය නිෂ්පාදනය මෙම ලිපියේ විස්තර කර ඇති ප්රමාණයට වඩා බෙහෙවින් සංකීර්ණ ය.වාත්තු යකඩ බඳුනේ සමස්ත නිෂ්පාදන ක්රියාවලිය ඉතා සරල ලෙස පෙනෙන අතර, ඔබ සැබැවින්ම නිෂ්පාදන ක්රියාවලිය ආරම්භ කරන විට දුෂ්කරතා දැන ගනු ඇත.
පසු කාලය: ජනවාරි-10-2023



