Чугунпосудаизготовлен из сплава железа и углерода с содержанием углерода более 2%.Его изготавливают путем плавления серого чугуна и отливки модели.Чугунная посуда обладает преимуществами равномерного нагрева, меньшего масляного дыма, меньшего энергопотребления, отсутствие более здорового покрытия, может сделать физическое антипригарное покрытие, улучшить цвет и вкус блюда. Преимущество чугунной посуды заключается в том, что она очень прочная.Если они обычно используются в домашней кухне, их можно использовать более десяти или десятилетий.Их можно использовать как семейные реликвии.
Когда дело доходит до посуды, все знакомы с посудой, независимо от того, умеете ли вы готовить или нет, но когда дело доходит до типа посуды и производственного процесса, вы можете не знать ее.Сегодня я кратко расскажу вам о процессе производства чугунной посуды.
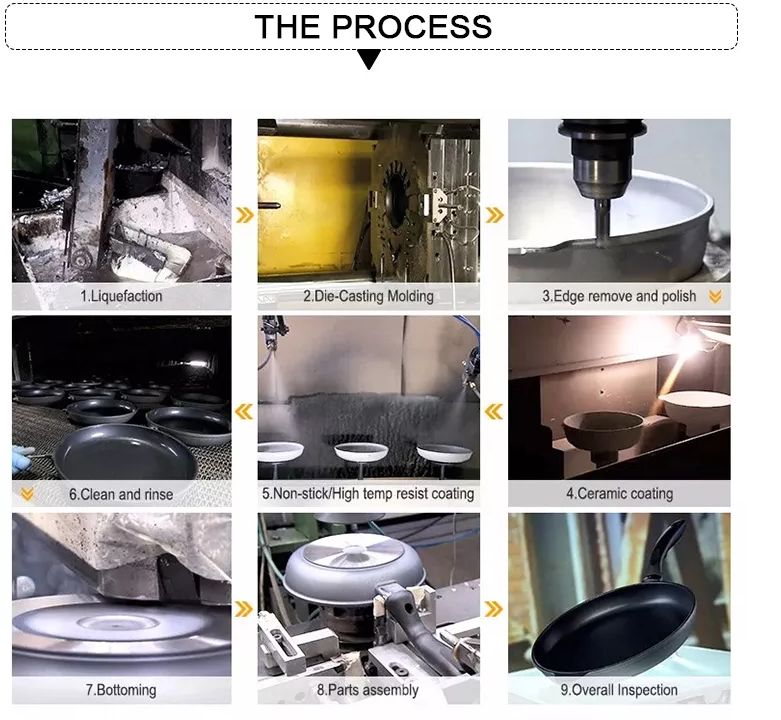
Процесс производства чугунной посуды включает в себя основные этапы:изготовление песочной формы, плавление железной воды, заливка, формование с охлаждением, полировка песком и распыление.
Изготовление форм из песка: Так как он литой, вам нужны формы.Форма разделена на стальную форму и песчаную форму.Металлоформа изготавливается из стали по конструкторским чертежам или образцам.Это материнская форма.Производство песчаных форм может быть полностью ручным или автоматическим с использованием оборудования (так называемая линия для песка Di).Раньше было больше ручного производства, но сейчас постепенно начинают использовать машинное производство.Во-первых, эффективность значительно повышается, качество становится более стабильным, а стоимость рабочей силы становится все дороже.Квалифицированный рабочий может сделать только одну или две сотни песчаных форм в день, в то время как оборудование может производить тысячи в день, разница в эффективности очень очевидна.
Линия по производству песка Di разработана компанией Di sand Comcookwarey в Дании и разрешена для внутреннего производства.Полный комплект оборудования стоит десятки тысяч юаней.Все кухонные принадлежности, использующие это автоматическое производственное оборудование, немного крупнее.Но линия песка Di не является универсальной, какой-то сложный тип посуды или глубокая посуда, линия песка Di не может быть достигнута или требует ручного управления, эти две точки также являются причиной, по которой ручное управление не полностью устранено.Ручное производство вручную засыпает песок в стальную форму, путем прессования, так что песок плотно соединяется, образуя форму посуды.Этот процесс проверяет навыки рабочих: соответствует ли влажность песка, является ли давление плотным или нет, влияет на форму и качество посуды.
Расплавленное железо вода: Чугунпосудаобычно используют серый чугун в форме длинного хлеба, также известного как хлебное железо, в зависимости от содержания углерода и кремния, существуют разные модели и характеристики.Железо нагревается до температуры выше 1250 ℃ в нагревательной печи, чтобы расплавиться в расплавленное железо.Плавка чугуна — процесс с большими энергозатратами.В прошлом это было через сжигание угля.В последние годы в связи с серьезной экологической проверкой крупные заводы в основном перешли на электрическое отопление.Расплавленное железо плавится одновременно или немного раньше, чем песчаная форма.
Литье расплавленного чугуна: расплавленное железо переносится в песчаную форму с помощью оборудования или рабочих для заливки в песчаную форму.Отливка расплавленного чугуна осуществляется машинами в крупных зарубежных и отечественных комковарах и рабочими в малых комковарах.Рабочие используют ковш, сначала заливают большое ведро расплавленного железа в маленький ковш, а затем из ковша в песчаную форму по одному.
Охлаждающее формование: Расплавленное железо отливается и охлаждается естественным образом в течение 20 минут для формирования.Этот процесс продолжается расплавлением расплавленного железа и ожиданием новой песчаной формы.
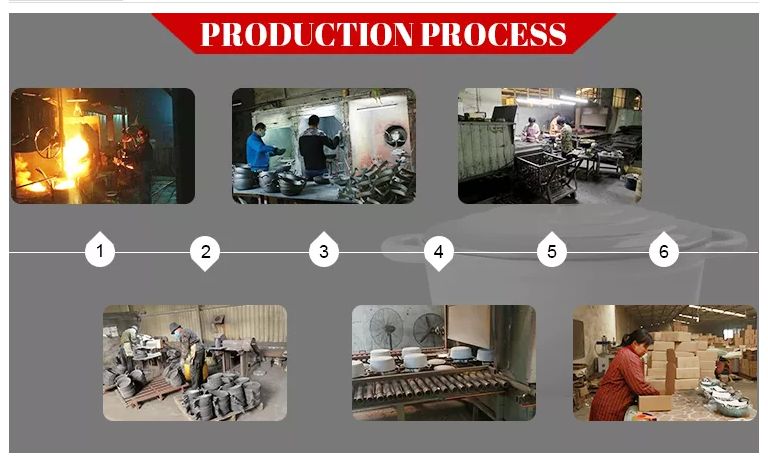
Удалитьингпесчаная форма и шлифовка: подождите, пока горячий металл остынет и сформируется, войдите в шлифовальное оборудование через форму для песка с конвейерной лентой, удалите песок и лишние обрезки с помощью вибрации и ручной обработки, и посуда для возврата шерсти будет в основном сформирована.Пустая посуда должна пройти грубую шлифовку, тонкую шлифовку, ручную шлифовку и другие этапы, чтобы полностью удалить песок с ее поверхности и отполировать относительно гладко и гладко, а также удалить шероховатый край края и место, которое нелегко полировать ручным шлифованием.Ручное шлифование предъявляет высокие технические требования к рабочим, а также этот вид работ является наиболее высокооплачиваемым во всем процессе.
Опрыскивание и запекание: Полированная посуда проходит процесс распыления и запекания.Рабочие распыляют слой растительного масла (пищевого растительного масла) на поверхность посуды, а затем входят в печь через конвейерную ленту, чтобы выпекать в течение нескольких минут, и формируется посуда.Поверхность чугунной посуды сбрызгивается растительным маслом для запекания, чтобы жир просачивался в поры железа, образуя на поверхности черную коррозионностойкую, антипригарную масляную пленку.Поверхность этого слоя масляной пленки не является покрытием, в процессе использования также необходимо поддерживать, правильно использоватьчугунпосудаможно не втыкать.Кроме того, эмалированная посуда такая же, как чугунная посуда до процесса распыления, за исключением того, что вместо растительного масла в процессе распыления распыляется эмалированная глазурь.Эмалированную глазурь необходимо распылять два или три раза, каждый раз ее нужно обжигать при высокой температуре 800 градусов, и, наконец, формируется красочная эмалированная посуда.Затем пришло время проверить и упаковать, и посуда готова.
Эта статья представляет собой простое описание, реальное производство гораздо сложнее, чем описано в этой статье.Весь процесс производства чугунной посуды выглядит очень просто, и вы познаете трудности, когда действительно начнете производственный процесс.
Большое спасибо за чтение.Я буду продолжать обновлять больше статей очугунная посудав будущем.комментарии приветствуются.
Время публикации: 12 июня 2023 г.



