Ketausvirtuvės reikmenysyra pagamintas iš geležies ir anglies lydinio, kuriame anglies kiekis didesnis nei 2%.Jis pagamintas išlydant pilką geležį ir liejant modelį.Ketaus virtuvės indai turi vienodo kaitinimo privalumus, mažiau aliejaus dūmų, mažiau energijos suvartoja, jokia danga nėra sveikesnė, fiziškai nelimpa, patiekalo spalva ir skonis geresnis. Ketaus virtuvės reikmenų pranašumas yra tai, kad jie yra labai patvarūs.Jei jie paprastai naudojami gaminant maistą namuose, jie gali būti naudojami ilgiau nei dešimt ar dešimtmečių.Jie gali būti naudojami kaip šeimos palikimas.
Kalbant apie virtuvės reikmenis, visi yra susipažinę su virtuvės reikmenimis, nesvarbu, ar galite gaminti maistą, ar ne, tačiau, kalbant apie indų tipą ir gamybos procesą, galite su jais nežinoti.Šiandien pateiksiu jums trumpą įvadą apie ketaus indų gamybos procesą.
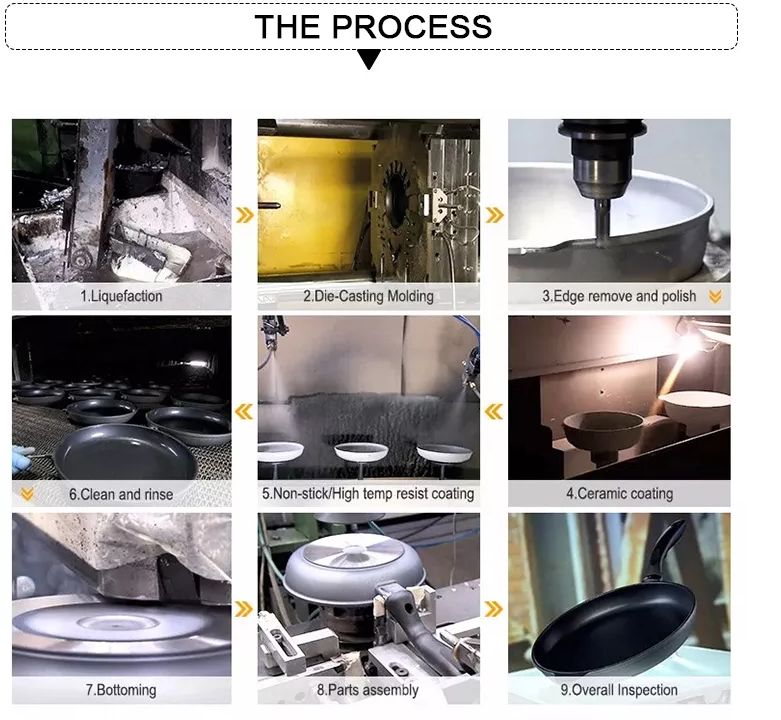
Ketaus indų gamybos procesas apima pagrindinius etapussmėlio formų gamyba, geležies vandens lydymas, liejimas, aušinimas, poliravimas smėliu ir purškimas.
Smėlio formų gamyba: Kadangi jis yra išlietas, jums reikia formų.Forma yra padalinta į plieno ir smėlio formas.Plieninė forma pagaminta iš plieno pagal projektinius brėžinius arba pavyzdžius.Tai motininis pelėsis.Smėlio formų gamyba gali būti grynai rankinė arba automatinė su įranga (vadinama Di smėlio linija).Anksčiau buvo daugiau rankinės gamybos, o dabar pamažu pradedama naudoti įrangos gamyba.Pirma, labai pagerėjo efektyvumas, stabilesnė kokybė, o darbo sąnaudos vis brangesnės.Kvalifikuotas darbuotojas gali pagaminti tik vieną ar du šimtus smėlio formų per dieną, o įranga gali pagaminti tūkstančius per dieną, efektyvumo skirtumas yra labai akivaizdus.
„Di sand“ liniją sukūrė „Di sand Comcookwarey“ Danijoje ir leidžia ją gaminti vietinėje rinkoje.Visas įrangos komplektas vertas dešimčių tūkstančių juanių.Visi indai, naudojantys šią automatinę gamybos įrangą, yra šiek tiek didesni.Tačiau Di smėlio linija nėra universali, kai kurie sudėtingi virtuvės indai arba gilūs virtuvės reikmenys, Di smėlio linijos negalima pasiekti arba reikia rankiniu būdu, šie du punktai taip pat yra priežastis, kodėl rankinis nėra visiškai pašalintas.Rankinė gamyba yra rankiniu būdu pripildoma smėlio į plieninę formą, spaudžiant, kad smėlis būtų sandariai sujungtas ir suformuotų indo formą.Šiame procese tikrinami darbuotojų įgūdžiai: ar smėlio drėgnumas tinkamas, ar ne, ar slėgis stiprus, ar ne, turi įtakos indų formai ir kokybei.
Išlydyta geležis vandens: Ketausvirtuvės reikmenyspaprastai naudojamas pilkasis ketus, ilgos duonos formos, taip pat žinomas kaip duonos geležis, atsižvelgiant į anglies ir silicio kiekį, yra įvairių modelių ir našumo.Lygintuvas kaitinamas iki aukštesnės nei 1250 ℃ temperatūros kaitinimo krosnyje, kad išsilydytų į išlydytą geležį.Geležies lydymas yra daug energijos suvartojantis procesas.Anksčiau tai būdavo deginant anglį.Pastaraisiais metais dėl rimtos aplinkosaugos patikros didelės gamyklos iš esmės perėjo prie elektrinio šildymo.Išlydyta geležis ištirpsta tuo pačiu metu arba šiek tiek anksčiau nei smėlio forma.
Lydytos geležies liejimas: išlydytą geležį įranga arba darbuotojai perkelia į smėlio formą, kad supiltų į smėlio formą.Išlydytą geležį lieja mašinos dideliuose užsienio ir vietiniuose virtuvės induose ir darbuotojai mažuose induose.Darbuotojai naudoja į kaušą panašų daiktą, iš pradžių į mažą kaušą supila didelį kibirą išlydytos geležies, o tada iš kaušo po vieną į smėlio formą.
Aušinimo liejimas: Išlydyta geležis liejama ir leidžiama 20 minučių natūraliai atvėsti, kad susidarytų.Šis procesas tęsia išlydytą geležį ir laukia naujo smėlio formos.
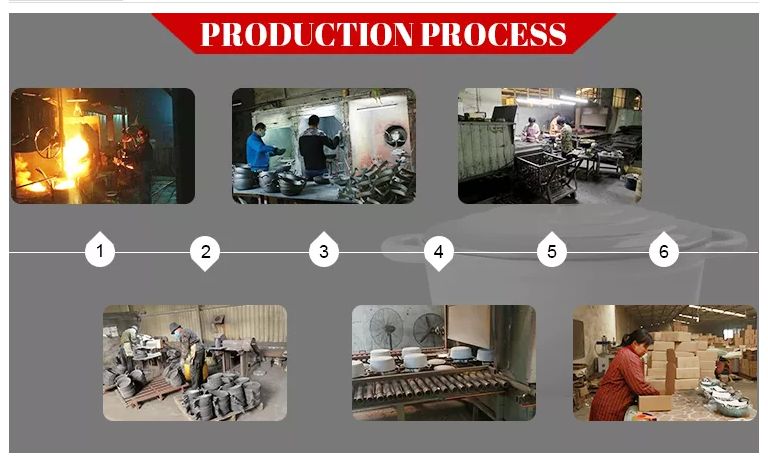
Pašalintiingsmėlio formavimas ir šlifavimas: palaukite, kol karštas metalas atvės ir susiformuos, įeikite į šlifavimo įrangą per konvejerio juostos smėlio formą, pašalinkite smėlį ir perteklinius likučius vibracijos ir rankinio apdorojimo būdu, ir iš esmės susidaro vilnos grąžinimo indas.Tuščius indus reikia grubiai šlifuoti, smulkiai šlifuoti, šlifuoti rankiniu būdu ir kitus veiksmus, kad nuo jų paviršiaus visiškai pašalintų smėlį ir būtų nupoliruotas palyginti lygus ir lygus, taip pat pašalintas šiurkštus krašto kraštas ir vieta, kuri nėra lengva. šlifuoti rankiniu būdu.Rankinis šlifavimas kelia aukštus techninius reikalavimus darbuotojams, o už tokį darbą taip pat yra didžiausias atlyginimas visame procese.
Purškimas ir kepimas: Poliruoti virtuvės indai pradeda purškimo ir kepimo procesą.Darbuotojai užpurškia augalinio aliejaus (valgomojo augalinio aliejaus) sluoksnį ant indo paviršiaus, o po to per konvejerio juostą patenka į orkaitę, kad kelias minutes pakeptų, ir susidaro indas.Ketaus indo paviršius apipurškiamas augaliniu aliejumi kepimui, kad riebalai prasiskverbtų į geležies poras ir ant paviršiaus susidarytų juodai rūdims atspari, nelimpanti aliejaus plėvelė.Šio sluoksnio alyvos plėvelės paviršius nėra padengtas, naudojimo procese taip pat reikia prižiūrėti, tinkamai naudotiketausvirtuvės reikmenysnegali prilipti.Be to, emaliuoti indai yra tokie patys kaip ir ketaus indai prieš purškimą, išskyrus tai, kad vietoj augalinio aliejaus purškimo metu purškiama emalio glazūra.Emalio glazūrą reikia purkšti du ar tris kartus, kaskart paskrudinti aukštoje 800 laipsnių temperatūroje ir galiausiai susidaro spalvingi emaliuoti indai.Tada laikas jį patikrinti ir supakuoti, o virtuvės reikmenys yra pagaminti.
Šis straipsnis yra tik paprastas aprašymas, tikroji gamyba yra daug sudėtingesnė, nei aprašyta šiame straipsnyje.Visas ketaus indų gamybos procesas atrodo labai paprastas, o sunkumus sužinosite, kai tikrai pradėsite gamybos procesą.
Labai ačiū, kad skaitėte.Ir toliau atnaujinsiu daugiau straipsnių apieketaus indaiateityje.komentarai laukiami.
Paskelbimo laikas: 2023-06-12



