Чоюнидиштемирден жана көмүртектүү эритмеден 2% дан ашык көмүртектен жасалган.Боз темирди эритип, макетти куюп жасашат.Чоюн идиштер бир калыпта жылытуу, майдын түтүнү аз, энергияны аз сарптоо, эч кандай каптоо ден соолукка пайдалуу, физикалык жабышпайт, идиштин түсүн жана даамы жакшыраак жасай алат.чоюн идиштер абдан бышык болуу менен артыкчылыктарга ээ.Алар үйдө тамак-аш даярдоодо адатта колдонулса, алар он же ондогон жылдар бою колдонулушу мүмкүн.Алар үй-бүлөлүк мурас катары колдонулушу мүмкүн.
Идишке келгенде, идиш-аяк менен баары тааныш, тамак жасай аласызбы же жокпу, бирок идиштердин түрү жана өндүрүш процесси жөнүндө сөз болгондо, сиз аны жакшы билбешиңиз мүмкүн.Бүгүн, мен сага чоюн идиштерди өндүрүү жараяны жөнүндө кыскача киришүү берем.
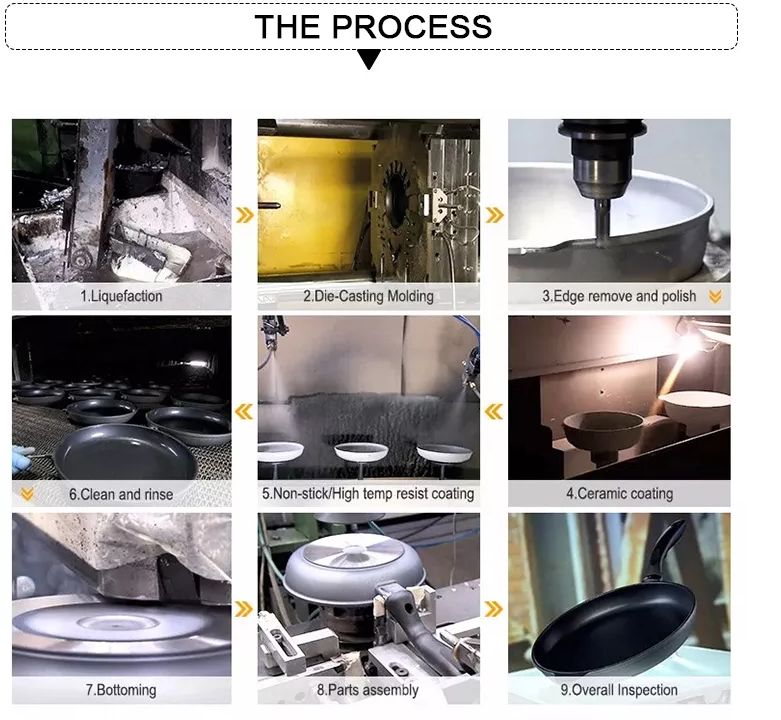
Чоюн идиштерди өндүрүү процесси негизги кадамдарды камтыйткум калыптарын жасоо, темир сууну эритүү, куюу, муздатуу калыптоо, кум жылмалоо жана чачуу.
Кум калыптарын жасоо: Ал куюлгандыктан, сизге калыптар керек.Калып болот калыпка жана кум калыпка бөлүнөт.Болот калып дизайн чиймелери же үлгүлөрү боюнча болоттон жасалган.Бул эне калыбы.Кум калыптарын өндүрүү жабдуулар менен (Ди кум линиясы деп аталат) кол менен же автоматтык түрдө болушу мүмкүн.Мурда кол менен өндүрүш көп болсо, азыр акырындык менен жабдуулардын өндүрүшүн колдоно башташат.Биринчиден, натыйжалуулугу абдан жакшырды, сапаты дагы туруктуу болуп саналат, жана эмгек наркы барган сайын кымбат.Квалификациялуу жумушчу күнүнө бир же эки жүз кум калыптарын жасай алат, ал эми жабдуулар күнүнө миңдеген кумдарды жасай алат, эффективдүү айырмачылык абдан ачык.
Ди кум линиясы Даниядагы Di sand Comcookwarey тарабынан иштелип чыккан жана ата мекендик өндүрүшкө уруксат берилген.Жабдуулардын толук комплекти он миңдеген юанды түзөт.Бул автоматтык өндүрүш жабдууларын колдонгон бардык тамак-аш идиштери бир аз чоңураак.Бирок Ди кум сызыгы универсалдуу эмес, кээ бир татаал идиш түрү же терең идиш, Ди кум сызыгына жетишүү мүмкүн эмес, же кол менен керек, бул эки пункт да кол менен толугу менен жок кылынбайт.Кол менен өндүрүү кол менен болот калыпка кум менен толтурулат, басуу жолу менен, кум куюлган идиштердин формасын түзүү үчүн тыгыз бириктирилет.Бул процесс жумушчулардын чеберчилигин сынайт: кумдун нымдуулугу туурабы же жокпу, басым катуу болобу же жокпу, идиштердин формасына жана сапатына таасирин тийгизет.
Эритилген темир суу: Чоюнидиштержалпысынан узун нан формасындагы боз чоюнду колдонушат, ошондой эле нан темири катары белгилүү, көмүртек жана кремнийдин курамына ылайык, ар кандай моделдер жана аткаруулар бар.Үтүк эриген темирге эритүү үчүн жылытуу мешинде 1250 ℃ жогору ысытылат.Темир эритүү жогорку энергия керектөө процесси болуп саналат.Мурда көмүр жагуу аркылуу болгон.Акыркы жылдары олуттуу экологиялык текшерүүдөн улам ири заводдор негизинен электр менен жылытууга өтүштү.Эриген темир бир эле учурда же кум калыптан бир аз эрте эрийт.
Эритилген темирди куюу: эритилген темир кум калыпка куюу үчүн жабдуулар же жумушчулар тарабынан кум калыпка өткөрүлүп берилет.Эритилген темирди куюу чет элдик жана ата мекендик ири идиш-аяктарда машиналар менен, ал эми чакан идиш-аяктарда жумушчулар тарабынан аяктайт.Жумушчулар чөмүчкө окшош нерсени колдонушат, адегенде чоң чака эриген темирди кичинекей чөйчөккө, анан чөмүчтөн кум калыпка бирден куюшат.
Муздатуу калыптоо: Эритилген темир куюлат жана пайда болушу үчүн 20 мүнөт табигый муздатууга уруксат берилет.Бул процесс эриген темирди эритип, жаңы кум калыпын күтүүнү улантат.
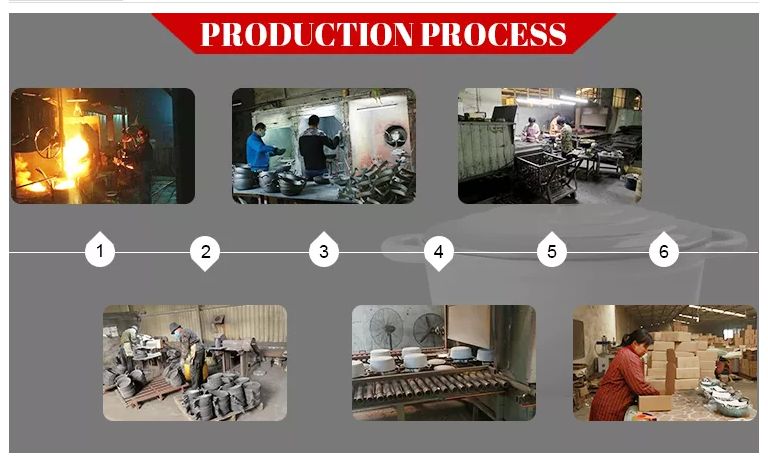
Removingкум калыптандыруу жана майдалоо: ысык металл муздап жана пайда болушу үчүн күтө, conveyor кум көк аркылуу кум жабдууларды кирип, титирөө жана кол менен иштетүү аркылуу кум жана ашыкча сыныктарын алып салуу, жана жүн кайтарып идиш негизинен түзүлөт.Бош идиш бетиндеги кумду толугу менен кетирүү жана салыштырмалуу жылмакай жана жылмакай жылтыруу үчүн, орой майдалоо, майдалоо, кол менен майдалоо жана башка этаптардан өтүшү керек. кол менен майдалоо менен жылтыратууга.Кол менен майдалоо жумушчуларга жогорку техникалык талаптарды коёт жана иштин бул түрү бүт процессте эң жогорку эмгек акы болуп саналат.
Чачыруу жана бышыруу: Жылмаланган идиш чачуу жана бышыруу процессине кирет.Жумушчулар идиштин бетине өсүмдүк майын (тамактык өсүмдүк майын) чачып, андан кийин конвейер аркылуу мешке кирип, бир нече мүнөт бышырышат жана идиш пайда болот.Чоюн идиштердин бетине майдын темир тешикчелерине сиңиши үчүн бышыруу үчүн өсүмдүк майы чачылат, бетинде кара дат баспаган, жабышпаган май пленкасы пайда болот.Бул мунай пленка катмарынын бети капталган эмес, колдонуу процессинде да туура колдонулушу керекчоюнидишжабышпайт.Мындан тышкары, эмаль идиш чачуу процессине чейин чоюн идиш менен бирдей, бирок чачуу процессинде өсүмдүк майынын ордуна эмаль глазурасы чачылат.Эмаль глазурын эки-үч жолу чачып, ар бир жолу 800 градус жогорку температурада кууруп, акырында түстүү эмаль идиш пайда болот.Анан аны текшерип, таңгактап, идиш жасалат.
Бул макала жөн гана жөнөкөй сүрөттөмө, иш жүзүндө өндүрүш бул макалада сүрөттөлгөн алда канча татаал.Чоюн идиштердин бүт өндүрүш процесси абдан жөнөкөй көрүнөт жана сиз өндүрүш процессин чындап баштаганда кыйынчылыктарды билесиз.
Окуганыңыз үчүн чоң рахмат.жөнүндө көбүрөөк макалаларды жаңыртууну улантамчоюн идишкелечекте.комментарийлер кабыл алынат.
Посттун убактысы: Jun-12-2023



