Чугунената тенджера е изработена от желязо и въглеродна сплав със съдържание на въглерод над 2%.Изработва се чрез разтопяване на сив чугун и отливане на модела.Чугунената тенджера има предимствата на равномерно нагряване, по-малко петролен дим, по-малко консумация на енергия, липсата на покритие е по-здравословна, може да направи физическо незалепващо, оцветява ястието и има по-добър вкус. Чугунените тенджери имат предимството да са много издръжливи.Ако се използват нормално в домашната кухня, те могат да се използват повече от десет или десетилетия.Могат да се използват като семейни реликви.
Що се отнася до тенджерата, всеки е запознат с тенджерата, независимо дали можете да готвите или не, но когато става въпрос за вида на тенджерата и производствения процес, може да не сте запознати с нея.Днес ще ви дам кратко въведение относно производствения процес на чугунени тенджери.
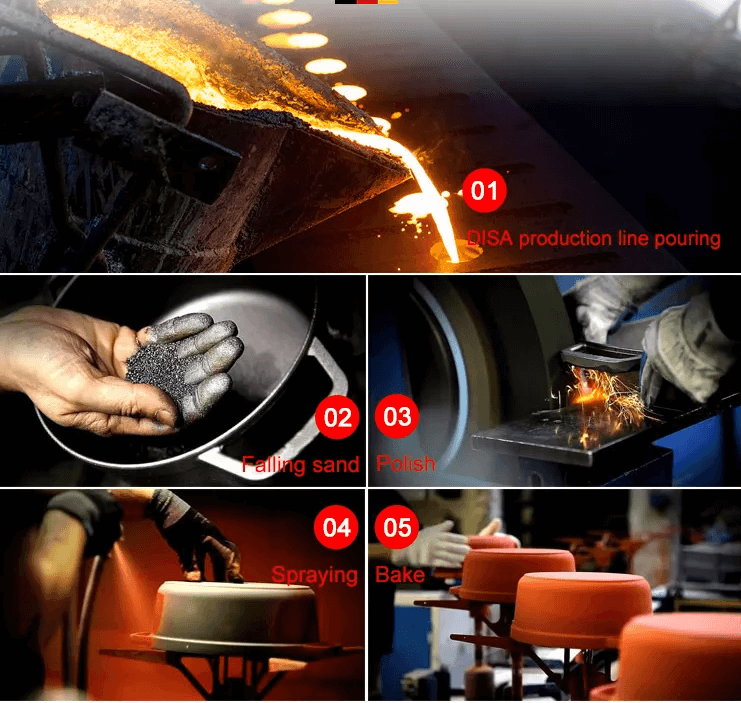
Процесът на производство на чугунена тенджера включва основните стъпки направене на пясъчна форма, топене на желязна вода, изливане, охлаждане, формоване, пясъчно полиране и пръскане.
Изработка на пясъчни форми: Тъй като е лят, имате нужда от форми.Формата е разделена на стоманена форма и пясъчна форма.Стоманената форма е изработена от стомана според проектните чертежи или проби.Това е матрицата.Производството на пясъчни форми може да бъде чисто ръчно или автоматично с оборудване (наречено Di sand line).Преди имаше повече ръчно производство, но сега постепенно започват да използват оборудване.Първо, ефективността е значително подобрена, качеството е по-стабилно, а цената на труда е все по-скъпа.Един квалифициран работник може да направи само една или двеста пясъчни форми на ден, докато оборудването може да направи хиляди на ден, разликата в ефективността е много очевидна.
https://www.debiencookware.com/
Линията Di sand е проектирана от Di sand Compoty в Дания и е разрешена за местно производство.Пълен комплект оборудване струва десетки хиляди юана.Всички компоти, използващи това автоматично производствено оборудване, са малко по-големи.Но линията Di sand не е универсална, някакъв сложен тип саксия или дълбока саксия, линията Di sand не може да бъде постигната или се нуждае от ръчно, тези две точки също са причината, поради която ръчното не е напълно елиминирано.Ръчната продукция се пълни ръчно с пясък в стоманената форма чрез пресоване, така че пясъкът да се смеси плътно, за да оформи формата на саксията.Този процес тества уменията на работниците: дали влажността на пясъка е подходяща или не и дали натискът е силен или не, влияе върху формата и качеството на саксията.
Разтопено желязо вода: Чугунените тенджери обикновено използват сив чугун, във формата на дълъг хляб, известен също като желязо за хляб, според съдържанието на въглерод и силиций, има различни модели и производителност.Желязото се нагрява до над 1250 ℃ в нагревателна пещ, за да се разтопи в разтопено желязо.Топенето на желязо е процес с висока консумация на енергия.В миналото е било чрез изгаряне на въглища.През последните години, поради сериозната екологична проверка, големите фабрики основно преминаха на електрическо отопление.Разтопеното желязо се топи по същото време или малко по-рано от пясъчната форма.
Леене на разтопено желязо: разтопеното желязо се прехвърля в пясъчната форма от оборудване или работници, за да се излее в пясъчната форма.Леенето на разтопено желязо се извършва от машини в големите чуждестранни и местни предприятия и от работници в малки предприятия.Работниците използват нещо подобно на черпак, първо изсипват голямата кофа с разтопено желязо в малката черпак, а след това от черпака в пясъчна форма един по един.
Охлаждаща формовка: Разтопеното желязо се отлива и се оставя да се охлади естествено за 20 минути, за да се оформи.Този процес продължава да разтопи разтопеното желязо и да изчака нова пясъчна форма.
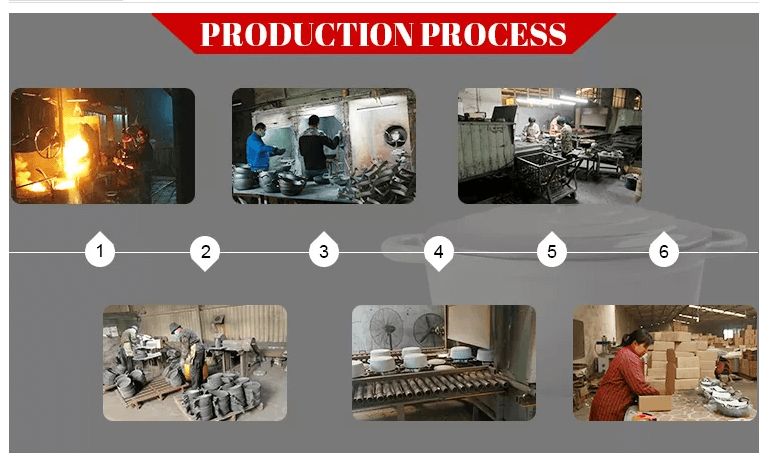
Премахванеинжпясъчна форма и смилане: изчакайте горещият метал да се охлади и оформете, влезте в шлифовъчното оборудване през пясъчната форма на конвейерната лента, отстранете пясъка и излишните остатъци чрез вибрации и ръчна обработка и основно се оформя съд за връщане на вълна.Празната тенджера трябва да премине през грубо шлайфане, фино шлайфане, ръчно шлайфане и други стъпки, за да се премахне напълно пясъкът на повърхността му и да се полира относително гладко и гладко, и да се премахне грубият ръб на ръба и мястото, което не е лесно да се полира чрез ръчно шлайфане.Ръчното смилане има високи технически изисквания към работниците, а този вид работа е и най-високото заплащане в целия процес.
Пръскане и печене: Полираният съд влиза в процеса на пръскане и изпичане.Работниците напръскват слой растително масло (ядливо растително масло) върху повърхността на тенджерата и след това влизат във фурната през конвейерната лента, за да се пекат за няколко минути и се оформя тенджера.Повърхността на чугунената тенджера се напръсква с растително масло за печене, за да проникне мазнината в железните пори, образувайки черен, устойчив на ръжда, незалепващ маслен филм на повърхността.Повърхността на този слой маслен филм не е покритие, в процеса на употреба също трябва да се поддържа, правилно използваната чугунена тенджера не може да залепне.В допълнение, емайлираната тенджера е същата като чугунената тенджера преди процеса на пръскане, с изключение на това, че вместо растително масло, емайлираната глазура се напръсква в процеса на пръскане.Емайлираната глазура се напръсква два-три пъти, като всеки път се изпича на висока температура от 800 градуса и накрая се оформя шареният емайлиран гювеч.След това е време да го проверите и опаковате и гърнето е направено.
Тази статия е просто описание, действителното производство е много по-сложно от описаното в тази статия.Целият производствен процес на чугунен съд изглежда много прост и ще разберете трудностите, когато наистина започнете производствения процес.
Време на публикуване: 10 януари 2023 г



